石材噴砂制品種類
當一種工藝技術與文化相結合時�,它所創造的價值及藝術魅力是無法想象的��。石材加工中的噴砂加工工藝技術它所體現的藝術魅力正是如此��。它是石材深加工技術的一種特殊而有特定藝術價值的工藝技術���,它使工藝加工技術與文化內涵有機地結合起來�,使古老的藝術與現代的藝術閃爍出另一種奪目的光芒���,為文化藝術新添了一支奇葩�����。
通常噴砂產品類型分為
1. 按噴砂表面的立體效果劃分
(1)平面噴砂雕刻�。噴砂雕刻表面的深度一致�����,被噴砂處皆為平面��。
(2)浮雕型噴砂刻�。噴砂雕刻表面的深淺不一致�����,被噴砂處皆為曲面形����,具有浮雕藝術效果���。
2. 介紹
使用各種磨料借助空氣壓力或機械動力進行高速噴射從而達到對產品表面進行加工處理的一種方法��。噴砂作為一種常規的磨料射流技術經過不斷的發展����、提高和完善��,以其獨特的加工機理和廣泛的應用范圍���,使其在當今的表面處理行業中越來越受到青睞����。
(1)組成
由噴砂工作室���、抽氣扇����、節能燈��、噴砂管�����、砂斗��、傳送滾輪�����、支架組成�����。主要作用有:
噴砂工作室:為噴砂工作提供工作空間���;
抽氣風扇:抽出工作室內的灰塵�����;
節能燈:提供工作時的光源�;
噴砂管:提供砂流��;
砂斗:貯存金剛砂��,使金剛砂不斷循環利用�����;
傳送滾輪:輸送加工件�����;
支架組成:支撐加工件�。
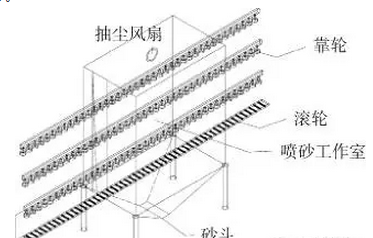
圖8 組成示意圖
(2)選擇噴砂機和鋼砂��,技術指標如下��。
電機:220V�,88kW����,50Hz��;
真空吸量:2400kg/min���;
過濾面積:6m2�����;
噴槍氣壓量:600?800/min�����;
氣壓:8×105Pa�;
吸噴嘴直徑:3.5mm�����;
裝砂量:50kg �;
鋼砂直徑:0.5?0.7mm��;
鋼砂材質:碳化硅�����。
(3)噴砂加工工藝所需主要設備�、工具�、材料有:
噴砂機�����、空氣壓縮機���、金剛砂(石英砂)�����、不干膠紙�����、刻字機����、電腦���、噴嘴�、噴槍�����、美工刀等����,見圖9����。
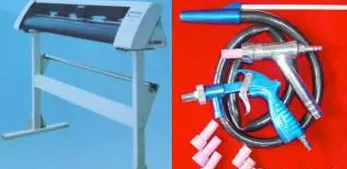
石材噴砂所需主要設備及工具
(4)噴砂常用工藝參數
壓縮空氣對噴射流的加速作用的主要因素有(對噴砂壓力大小的調節)P:磨料的類型(S)��、噴槍的距離(H)����、角度(θ)
a 壓力大小的調節對表面結果的影響�,在S����、H���、θ三個量設定后�����,P值越大�����,噴射流的速度越高�,噴砂效率亦越高�,被加工件表面越粗糙���,反之�����,表面由相對較光滑��。
b 噴槍的距離H��、角度θ的變化對表面結果的影響在P��、S值設定后�,此項為手工噴砂技術的關鍵�,噴槍與加工工件的距離一般為 50?150mm之間�����,噴槍距工件越遠����,噴射流的效率越低�,工件表面亦越光滑���;噴槍與工件的夾角越小�,噴射流的效率亦越低���,工件表面也越光滑��。
c 磨料類型對表面結果的影響�。磨料按顆粒狀態分為球形�,菱形兩類�,噴砂通常采用的金剛砂(白鋼玉�����、棕剛玉)為菱形磨料���。玻璃珠為球形磨料����。在P�����、H�����、θ三值設定后�����,球形磨料噴砂得到的表面結果較光滑����,菱形磨料得到的表面則相對較粗糙���,而同一種磨料又有粗細之分��,國內按篩網數目劃分磨料的粗細度��,一般稱為多少號�����,號數越高�����,顆粒度越小��。在P����、H��、θ值設定后�����,同一種磨料噴砂號數越高��,得到的表面結果越光滑�����。
四����、噴砂加工工藝流程
圖形處理→刻紙→貼紙→刻版→拼接檢查→噴砂→揭紙→表面處理及清潔→細節處理→檢查���、交貨��。
噴砂加工工藝流程的第一件工作就是對圖形進行處理�,把圖形轉化為噴砂作業所能接受的圖形�����。 圖形處理技術有以下幾種方法:
1. Autocad制圖技術
用Autocad制圖將客戶提供的圖片或圖紙繪制cad圖�,然后將cad圖導入到文泰軟件內���,利用文泰軟件將圖形用大型刻字機打印出來����。
2. 描圖技術
用人工將客戶提供的無法用Autocad繪制出來的圖形用復寫紙先復寫下來���,再將復寫下來的圖貼在廣告紙上��,把圖形刻下來�����,見圖10�。

(a)被復寫的圖 (b) 描圖
圖10 用復寫的方法獲得圖形
3. 徒手繪畫技術
用人工將Autocad無法繪出的圖紙或圖片用手工繪圖在廣告紙上并繪制出來�����。具體步驟有:
(1)刻紙
用國產紫羅蘭等刻字機在廣告紙上把圖刻出來��,刻圖的深度要易于將噴砂處的圖形摳出來����。
(2)貼紙
將已刻過圖形的廣告紙正確地貼在石材表面����。對于有色差����,排過板已編號的石材���,貼紙時要特別注意圖形的方向要與所編號方向一致����。貼紙要求平整��、不能鼓起���。多張紙拼接成大幅圖案時���,要求拼接口處基本吻合�����,不能出現1mm以上的錯位�����。
(3)刻版
所謂的刻版就是將被噴處的圖形摳去廣告紙�,使高壓砂流能沖擊石材表面����,產生粗面效果�;同時��,刻版的過程也是對刻出的圖形進行修正的過程����,使圖形連續��、流暢�����,避免出現斷線����、折線�����。見圖11���。

(4)拼接檢查
對多件拼接加工的已刻好版待噴砂的石材進行檢查�,在噴砂之前��,要進行試拼接��,避免噴砂完成后�,拼接口處錯位�。
(5)噴砂操作步驟
依據所加工產品噴砂表面要求加工的效果�,按要求挑選粗細適當的金剛砂���,放在噴砂機砂斗內����。選用的金剛砂要求干凈���、無泥沙�����、其他雜質����;
調試所需要的空氣壓力和金剛射流�����;
檢查噴砂機的各部件和附屬件是否工作正常���;
將石材沿噴砂機的側面入口從滾輪傳送帶上運輸到噴砂工作室內��;
將需要噴砂的部位送入噴砂機內����,對準噴砂機出砂口���,打開氣壓閥門�����,金剛砂通過空氣壓力噴在加工件件上��,噴到符合要求為止�。金剛砂射流的位置��、角度在加工過程中要求盡量保持基本一致�,以使噴砂面的效果深淺均勻���,一致��;
噴砂工作過程中要檢查石材表面的廣告紙是否有噴壞的現象�����,防止不噴砂處的表面被金剛砂射流傷壞表面而影響表面的質量��;
檢查噴砂面是否符合質量要求�����。
(6) 浮雕噴砂工藝
先噴凹面處��,噴砂過程中要不斷順著曲面變化處調整噴槍角度���;
當凹面處噴好后�,揭去廣告紙�,對凸曲面處進行噴砂����,噴砂過程中要不斷順著曲面變化處調整噴槍角度���,并通過工作室的窗玻璃觀察�;
(7)揭紙
揭去已噴好的產品上的廣告紙��。揭紙的過程中要依據石材的軟硬程度用力�����,材料軟��,表面易損傷的料用力要輕���。硬度高的材料����,表面不易損傷的料可用力大點����,快速撕去上面的廣告紙�。
(8)表面處理及清潔
被噴過的石材表面在金剛砂射流的作用下�,會被金剛砂污染�,因此����,在完成產品交貨之前���,要用高壓水流對加工之處進行清潔���。對于有些需要用仿古刷再進行仿古處理的���,把研磨刷安裝在手扶磨上進行仿古處理��。
(9) 細節處理
將加工好的產品拼接檢查�,對未加工好的或有點瑕疵之處進行細微處理���,使產品更加完美�、逼真�。
2. 按作品反映的題材劃分
(1)風景山水畫噴砂作品�。以風景山水圖案為主的噴砂產品���。
(2)人物噴砂作品���。以人物圖案為主的噴砂作品�。
(3)書法噴砂作品�。以書法為主的噴砂作品����。
(4)花卉���、禽鳥噴砂作品�。以花卉����、禽鳥圖案為主的噴砂作品�。
(5)各種幾何裝飾圖案噴砂作品���。以各種幾何圖案組合為主的噴砂作品��。
3. 按作品安裝的空間位置劃分
(1)背景墻��。在酒店�����、賓館�����、機場等重要場所的大堂�����、正門入口處放置一幅高水準的噴砂藝術作品�,能使建筑物蓬蓽生輝���,光彩奪目�����。同樣�;家庭裝修也可以使用噴砂藝術作品提高家庭裝修的檔次�����。
(2)屏風�。用噴砂藝術作品來裝飾屏風�����,在休閑��、品茶等活動之時�����,欣賞藝術作品�����,提高藝術修養�。
(3)門套�。在門套的門楣上�����,噴上美麗的圖案�,提高裝修的檔次�����。圖7為土庫曼斯坦總統府酒店總統套房的噴砂門套���。
1. 干式噴砂介紹
干燥的磨料在壓縮空氣的作用下��,從噴槍高速噴出���,實現清理����,加工的目的����。干式噴砂工作原理分為吸入式(也稱普壓式)和壓入式(高壓式和壓送式)兩類���。
吸入式的工作原理:以壓縮空氣為動力���,通過氣流的高速運動在噴槍內形成負壓���,將磨料通過輸砂管吸入噴槍并從噴槍嘴中射出���。噴射到加工表面�����,從而達到加工目的���。
壓入式的工作原理:以壓縮空氣為動力����,通過壓縮空氣壓力罐內建立的工作壓力將磨料經調砂閥壓入噴砂膠管�����,從噴嘴高速射出���。噴到加工表面�����,從而達到預期的加工目的��。
在干式噴砂中�����,壓縮空氣既是供料動力又是射流的加速動力��。由于在壓入式干式噴砂中��,磨料經壓縮空氣加速的時間和行程遠大于吸入式干式噴砂(只在噴嘴處對磨料進行加速)���,因此壓入式比吸入式有著更高的效率�����。